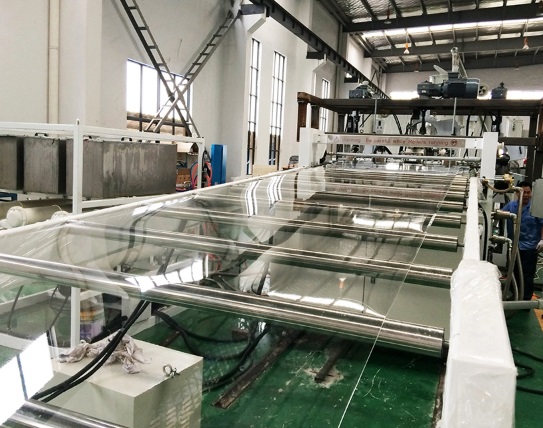
型號GL153707567恭樂密煉螺桿片材擠出設備規(guī)格 塑料片材擠出機生產線廠銷工藝流程:
一,、加壓式密煉機螺桿片材擠出生產線,,雙螺桿片材生產線→自動不銹鋼提升機→強制喂料機→GLD單螺桿→2500mm成型模具→三輥擠壓表面處理→牽引機→板材電暈處理→切割機→堆放→油壓發(fā)泡機
二、擠出機各雙螺桿片材擠出生產線,,雙螺桿片材生產線部件特點簡介
1,、密煉機功能:樹脂、填充物,、助劑等物料投放到密煉機中,,通過特定形狀并相對回轉的轉子、在可調溫度和壓力的密閉狀態(tài)下連續(xù)性地對聚合物材料進行混煉,,主要由密煉室,、轉子,、轉子密封裝置、氣動加壓裝置來完成物料的塑化和分散,;在通過卸料裝置,、傳動裝置來完成放料程序;雙螺桿片材擠出生產線,,雙螺桿片材生產線密煉機是密封的混煉室因而它的工作環(huán)境比較干凈,;雙轉子為不同步轉速,有很強的剪雙螺桿片材擠出生產線,,雙螺桿片材生產線切功能雙螺桿片材擠出生產線,,雙螺桿片材生產線,,在生產過程中的邊角料及因在后續(xù)模壓時產生的不良品不用破碎就可以直接投入到密煉機中再次擠出板材,;
2、自動不銹鋼提升機雙螺桿片材擠出生產線,,雙螺桿片材生產線:把密煉機完成的團狀物料輸送到強制喂料機中,;滑道特殊優(yōu)化圓弧設計,運送平穩(wěn)可靠,;提升料斗為不銹鋼材質,,料斗壁厚3MM,底部厚底8-10MM,采用雙鏈條提升,需滿足300kg/鍋,,確保安全,。安全要求:電機和鏈條處等傳動處有整體保護罩。裝備雙上下限位開關,;方便:提升機安裝兩個控制系統(tǒng),,一個控制系統(tǒng)安裝密煉機控制面板上;
3,、錐雙強制喂料機:電機功率:11kw,,采用變頻調速器。喂料螺桿:錐形雙螺桿強制下料,,氮化鍍鉻處理,,表面光潔度高。喂料體:內表面拋光,、鍍硬鉻處理,,光潔耐磨。喂料斗:內表面拋光,、鍍硬鉻處理,,光潔耐磨;采用鎖扣式安裝防護罩,,要求便于更換和維修保養(yǎng),??赏评剑奖?/font>雙螺桿片材擠出生產線,,雙螺桿片材生產線移動,。)外觀要求:電機、減速機等傳動處有整體保護罩,。錐雙喂料機與單螺桿連接為哈佛式結構拆卸清理方便,;
4、GLD單螺桿擠出機GLD單螺桿:
?采用ZLYJ系列專業(yè)為單螺桿雙螺桿片材擠出生產線,,雙螺桿片材生產線橡塑擠出機配套設計的高精度硬齒面帶推力座的齒輪傳動箱,,輸出軸前端配置推力軸承,承受螺桿工作時的軸向推力,,整機體積小,、承載能力高,傳動平穩(wěn),、噪聲低,、效率高;
?配置國家2級環(huán)保標準的節(jié)能變頻電機及變頻器,;
?采用分離型螺桿的結構:分離型螺桿的結構特點是在熔融段增加一條副螺棱,,將主螺紋槽分為兩部分,在螺桿塑化過程中形成固液相分離,,固相料全部留于固相槽中,,而固相槽中的氣體則在壓力的作用下向后自料中排出,減少了制品中的氣泡,。同時增大了固相料與機筒內壁的熱交換面積,。分離型螺桿的結構有許多種,本公司在實際設計與試驗中認為,,就機加工的方便性及使用雙螺桿片材擠出生產線,,雙螺桿片材生產線效果而言,采用主副螺紋升程相等,,螺槽的液相槽及固相槽寬度保持不變,,從壓縮段開始固相槽深度漸變淺,而液相槽深度逐漸變深至均化段結束這種結構對透明度高的制品及熱穩(wěn)定性差的原料有好處,。且對原料的適應能力較強分離型螺桿設計要根據實際情況合理地選定螺桿參數,,包括壓縮比、三段的分配及副螺棱的位置等,。
?料筒:材質為38CrMoALA氮化雙螺桿片材擠出生產線,,雙螺桿片材生產線處理,氮化HRC65-70,深0.6-0.75mm,,脆性不大于II級,;螺筒采用水冷卻,盤銅管加強制作工藝改進,,銅管孔焊接嘴滿焊并帶加強固定,,防止此處漏水;料筒外加不銹鋼防護罩,,要求防護罩與機座相聯(lián),;料筒帶排氣,外接喇叭口抽真空,,采用硬管連接真空室,,便于清理物料和管道。
?軟水循環(huán)冷卻系統(tǒng)及真空雙螺桿片材擠出生產線,,雙螺桿片材生產線:軟水管與機體分離,,便于清洗和維修,軟水管采用高壓銅管連接,;臺灣強石自動控水電磁閥控制,,不銹鋼針型閥控制水流大??;水箱(SUS304不銹鋼材質,壁厚2mm),、水泵,、冷卻主循環(huán)水管均為不銹鋼材質;抽真空系統(tǒng):真空泵功率:7.5kw,;獨立外置式,,清理維修方便;含真空室,、不銹鋼真空罐等一套,;真空罐有過濾器。加大型緩沖罐,。
?加熱區(qū)段:進口歐姆龍雙通道溫控表,;高精度固態(tài)繼電器;采用鑄鋁加熱器,。
?液壓板式自動換網裝置:雙工位,;多孔板兩塊,直徑φ130mm,;包括換網器,、鑄銅加熱器、液壓站,、液壓缸各一臺,;換雙螺桿片材擠出生產線,,雙螺桿片材生產線網用硬管連接,液壓站與主機平臺聯(lián)成整體,。
4,、片材模具:衣架型模頭采用特殊雙節(jié)流設計,使板材厚薄調整更為精準,。 溫度控制±1℃可精確控制塑化過程及板材厚薄,,平整性。出料有效寬度2150mm,;制品寬度2100mm,;制品厚度3-8mm,模頭材料:5CrNiMoV鋼材,,共11區(qū)加熱,,采用不銹鋼加熱棒;模頭流面鍍硬鉻處理,。
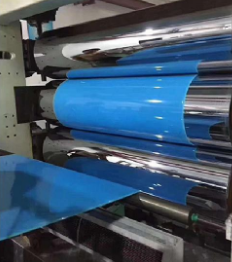
5,、三輥壓光機:采用雙套管螺旋葉片回路,使輥輪表面溫度均勻,,升/降溫迅速,,且無需大量冷卻介質。輥輪表面淬火,、雙螺桿片材擠出生產線,,雙螺桿片材生產線研磨、鍍硬鉻(鍍層厚度不低于0.10mm)后鏡面拋光處理,,硬度達到HRC62以上,,輥輪表面跳動小于0.02mm,表面溫度誤差在±2℃以內,。附熱媒回轉接頭及耐熱耐壓軟管,。
輪組定位:采用精密絲桿升降機及其組件,中央輪固定,,上,、下輪間隙電機粗調,手動微調并可左右獨立調整,??蓪崿F迅速調整間隙和高精度微調同時進行的目的。本機構高強度,,高精度,,優(yōu)化后的設計是確保成品板材質量的核心部件。
6、牽引機:冷卻牽引切邊裝置,,牽引電機功率:3kw,,壓輥為橡膠輥,主動輥為鋼輥牽引,,牽引輥直徑雙螺桿片材擠出生產線,,雙螺桿片材生產線:φ200mm,牽引被動輥有效提升距離為:50mm,,兩側兩把切刀可有效切除廢料,,使片材達到所需要的寬度,備用兩把,托架總長10米.,,分兩段,,前段可以根據壓光機而前后移動;備有自動計米器可設定產品長度,。
7,、剪板機:zui大剪板寬度:2000mm.zui大厚度:6mm,剪切速度,,20次/分,。剪板方式:機械剪板,電機功率5.5kw(定制)自動送片裝置,,長度到,,停止送片,剪切完,,自動送片送片輥直徑:φ100,,電機0.75kw,,變頻調速:變頻器計數器,、編碼器定長裁切(Autonics);過渡托架長度2000mm,,連接牽引與剪板機,。
8、輸送帶:輸送電雙螺桿片材擠出生產線,,雙螺桿片材生產線機0.75kw,線速度0-6m/m,,設備總長約2米,寬5.5米

適用范圍廣:
該生產線能生產eva鞋材,、PE,、PP或PVC等板材片材,碳酸鈣添加量高(zui高可達50-75),;設備適應能力強,,可雙螺桿擠出生產線,雙螺桿片材擠出機同時加工PP、PE,、ABS,、PS等。
應用領域:汽車頂棚,、汽車行李箱墊板,、汽車腳墊等雙螺桿擠出生產線,雙螺桿片材擠出機






 塑料造粒設備
塑料造粒設備
 免責聲明:(1)以上所展示的信息由企業(yè)自行提供,,內容的真實性,、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網對此不承擔任何保證責任,。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,,謹防上當受騙,。如發(fā)現虛假信息,請向環(huán)球塑化網舉報,。
免責聲明:(1)以上所展示的信息由企業(yè)自行提供,,內容的真實性,、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網對此不承擔任何保證責任,。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,,謹防上當受騙,。如發(fā)現虛假信息,請向環(huán)球塑化網舉報,。



 簡繁切換
簡繁切換