


輥涂法PVC地板革
概述 輥涂法PVC地板革是以增強(qiáng)材料(棉布,、各種纖維布等)為基材,,以pvc樹脂(乳液法)為主要原料,,加入各種助劑,經(jīng)過調(diào)糊,、涂覆,、膠凝、塑化,、冷卻定型制成的各種圖案的制品,。此制品生產(chǎn)設(shè)備先進(jìn),上藝獨特,,生產(chǎn)效率高,,其加工原理系采用印刷工藝,即將配制好的PVC增塑糊,,利用上料膠輥與花輥同步運(yùn)轉(zhuǎn),,把糊料涂在雕刻有凹凸圖案的花輥上,經(jīng)過刮刀,,將花輥凸面上的料刮去,,凹面糊料刮平停留在內(nèi),在一定溫度,、壓力下與浸漬糊料的基材復(fù)合,,然后加熱塑化、冷卻定型,、剝離,、卷取,。此設(shè)備不僅可生產(chǎn)地板革,,而且還可生產(chǎn)臺布、壁紙,、人造革等,。生產(chǎn)的塑料地板革質(zhì)地優(yōu)良,、柔軟富有彈性,具有防水,、防滑,、阻燃、耐磨,、耐藥品,、使用壽命長、鋪設(shè)方便等特點,。廣泛用于家庭居室,、會議室、實驗室,、計算機(jī)房,、飯店、賓館,、影劇院及汽車,、火車、輪船,、飛機(jī)等場所,。
輥涂法PVC地板革原料及典型配方
主要原輔材料選擇
(1)PVC樹脂(乳液法) PVC樹脂是輥涂法PVC地板革生產(chǎn)的主要原料,其生產(chǎn)工藝決定必須采用乳液法聚合而制得的PVC樹脂中的糊用型樹脂,,也可以選用微懸浮樹脂,。糊黏度對制品性能與加工藝影響很大,故此應(yīng)嚴(yán)格選用,。一般選用糊黏度3~7Pa·S(3000~7000cP),,絕對黏度0.018 1~0.024 0Pa·S(1.81~2. 40cP),其質(zhì)量指標(biāo)應(yīng)符合HG 2-883-76標(biāo)準(zhǔn),。
(2)增塑劑 增塑劑主要用于調(diào)糊,,降低熔體黏度,提高熔體流動性,,使物料便于混合均勻,,使制品柔軟,表面光潔,。因此選用增塑劑應(yīng)具備以下條件:與PVC相容性好,,具有增塑效率高、穩(wěn)定性好,。為了取得較好的物理性能和加工性能,,一般選用鄰苯二甲酸二辛酯、鄰苯二甲酸二丁酯,,必要時加人部分環(huán)氧化四氫鄰苯二甲酸酯,,其質(zhì)量指標(biāo)應(yīng)符合HG2-465-75, HG 2-466-78標(biāo)準(zhǔn),。
(3)填充劑 填充劑在輥涂法PVC地板革配方中主要作用是降低成本,另外還可減少成型收縮率,。常用填充劑有碳酸鈣,、硫酸鋇、煅燒陶土,、赤泥等,。填充劑粒徑要求在0.3~0.6µm之間。為了取得較好的加工性能和物理性能亦可采用活性碳酸鈣,。
(4)穩(wěn)定劑 在輥涂法PVC地板革配方中加入一定量的穩(wěn)定劑,,主要是防止或抑制PVC樹脂在成型和使用過程中由于光、熱作用而引起分解及變色物,。穩(wěn)定劑種類很多,,一般選用穩(wěn)定性高、相容性好,、不析出,、具有一定潤滑性的復(fù)合液體穩(wěn)定劑、主要品種有鋇一錫一鋅復(fù)合穩(wěn)定劑,、鈣一鋅復(fù)合穩(wěn)定劑等,。
(5)增強(qiáng)基材 輥涂法PVC地板革所用增強(qiáng)基材根據(jù)制品不同要求即可用市布,再生布以及各種纖維布等,。一般選用玻璃纖維無紡布較好,。
輥涂法PVC地板革典型配方 見下表所列。
| 輥涂法聚氯乙烯地板革典型配方(質(zhì)量分) | |||
| 名稱 | 配比 | 名稱 | 配比 |
| E-PVC樹脂 | 1 | 二氧化鈦 | 適量 |
| 鄰苯二甲酸二辛酯 | 根據(jù)糊粘度適當(dāng)調(diào)整 | 碳酸鈣 | 0.1~0.3 |
| 鎘-鋇-鋅復(fù)合穩(wěn)定劑 | 0.03 | ||
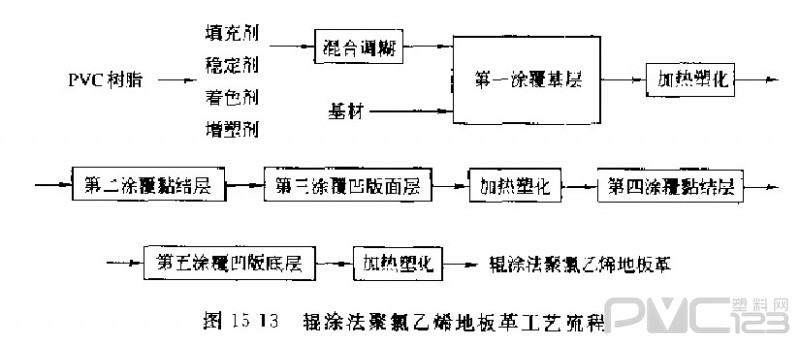
輥涂法PVC地板革生產(chǎn)工藝流程 生產(chǎn)工藝流程如圖15-13,。
輥涂法PVC地板革生產(chǎn)工藝
(1)調(diào)糊是在帶有蝶式攪拌器的常溫,、常壓、罐式容器中完成,,將PVC樹脂,,增塑劑和其他助劑按比例依次加入罐式容器,低速攪拌1~2min,,開動吸塵器,,繼續(xù)高速攪拌3min,然后減速攪拌,,關(guān)閉吸塵器,,打開脫泡機(jī)開始脫泡。表壓為67~80kPa,,時間約3~5min,,抽真空后制成糊料備用。
(2)按各工藝要求的黏度,將糊料投入指定料槽,。
(3)在放卷架上放置布基,經(jīng)擴(kuò)展輥展平,,在第一涂料槽上料,,涂層通過兩個對輥直接涂覆在增強(qiáng)布基上。壓力約0.196~0.294MPa,糊黏度要求20~25Pa ·s ,,涂料速度為2. 4~2.7m/min,然后經(jīng)加熱器加熱至糊料膠凝,、塑化。
(4)在版輥上徐覆糊料,,經(jīng)過版輥加熱至160~170 ℃,在膠凝狀態(tài)下與基材復(fù)合,、塑化、冷卻定型成型地板革面層,。糊黏度為35~45Pa·s,。
(5)在第三涂料槽上料,兩輥之間壓力約0.24~0. 34MPa,。
(6)在版輥上經(jīng)涂覆,,加熱至160~170℃左右,塑化,,冷卻定型成型地板革底層,。糊黏度為35~45Pa·s。
(7)卷取,、切割,、檢驗、包裝,。
輥涂法PVC地板革主要設(shè)備及其特點
(1)混料機(jī) 混料機(jī)一般為不銹鋼制成,,內(nèi)有蝶式攪拌器,并配有吸塵器,,脫泡機(jī),。脫泡機(jī)的作用主要是脫去攪拌時物料中帶入的空氣及少量水分。攪拌器的容積根據(jù)產(chǎn)量確定,。一般為200~500L,。裝料系數(shù)為0.6~0.7。
(2))成型機(jī) 成型機(jī)長 13m,,寬4.2 m,高 3. 8m,,此設(shè)備占地面積小,適合連續(xù)化生產(chǎn),。生產(chǎn)效率高,,增加新品種時,只需更換成型版輥即可。此設(shè)備不僅能生產(chǎn)地板革,,還能生產(chǎn)人造革,、壁紙等。成型機(jī)主要分為四大部分:(a)成型版輥;(b)機(jī)架;(c)驅(qū)動,、傳動部分;(d)卷取部分,。成型版輥是關(guān)鍵部件,用厚4cm的鑄銅圓筒,,版上通過照相技術(shù),,雕刻成所需要的圖案。雕刻后鍍銘,,鍍層厚30µm,,硬度HV900(維氏),成型工藝(加熱,、塑化,、冷卻定型)在版輥上一次完成。所需熱量為液化石油氣燃燒提供,,熱值為41 900KJ/h,冷卻介質(zhì)為水,,需用量25m2/h,標(biāo)準(zhǔn)加工速度2. 4~2.7m/min,。版輥上裝有刮刀,、版輥凸面被刮,凹面糊料留在內(nèi),,當(dāng)版輥與基材接觸時,,即得產(chǎn)品花型。驅(qū)動,、傳動部分包括各型號無級變速電機(jī),、變速箱、連桿機(jī)構(gòu),、各種導(dǎo)輥等,。根據(jù)工藝,產(chǎn)品質(zhì)量要求,,可及時調(diào)整車速,卷取部分裝有自動計數(shù)器,。
輥涂法PVC地板革產(chǎn)品標(biāo)準(zhǔn)
輥涂法PVC地板革執(zhí)行GB 8948或QB1230-91標(biāo)準(zhǔn)。其外觀不應(yīng)有斷裂點,、折皺,、洞、剝離現(xiàn)象;光澤及色調(diào)均勻,,無明顯差異,,無傷痕,、雜質(zhì)。
地板革物理性能指標(biāo)見表15-8,。
| 輥涂法聚氯乙烯地板革物理性能指標(biāo) | |||
| 指標(biāo)名稱 | 單位 | 指標(biāo) | |
| 尺寸變化率 | % | ≤4 | |
| 加熱減量 | % | ≤0.5 | |
| 耐藥品性 | 顏色,、光澤、腫脹變化不明顯 | ||
| 耐磨耗性 | g/cm2 | ≤0.015 | |
| 凹陷度 | 23℃ | mm | ≥0.3 |
| 24℃ | mm | ≤1.5 | |
| 殘留凹陷度 | mm | ≤0.5 | |
以上物理性能測試方法可參看河北省地方標(biāo)準(zhǔn)DB/1300Q182一86,。

























