


環(huán)球塑化網(wǎng)訊:
聚甲醛擠出棒:擠出機長徑比為20:1,,擠出機螺桿三段比例為:加料段占全長的50%,,過渡段和計量段均各占全長的25%,,對于直徑為70毫米螺桿來說,,加料段螺槽深度約8.8毫米。而計量段螺槽深度約2.5毫米,。
擠出棒材時,,不用過攤板和分流梭。
接頭體用來連接擠出機和定型模的,,要嚴(yán)格控制溫度,。
定型模中冷卻水的流動方向要與擠出方向相反。
聚甲醛擠出棒,,可采用連續(xù)或半連續(xù)阻尼裝置,,以保證棒材在通過定型模時恒定運動速率。
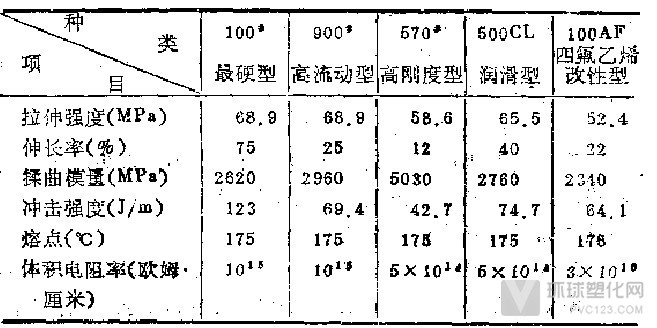
下面介紹一下國外聚甲醛部分型號主耍性能指標(biāo):
聚甲醛棒材機筒三段溫度為:171,、182,、204℃,接頭體溫度204℃,,接頭法蘭溫度221℃,。螺桿轉(zhuǎn)速4轉(zhuǎn)/分,對子大口徑棒材;接頭法蘭溫度工88-199℃,,螺桿轉(zhuǎn)速為6-8轉(zhuǎn)/分,, 阻尼線困度為3.3厘米/分,大口徑捧材為1.2厘米/分,。產(chǎn)量2.3公斤/小時,。
聚甲醛棒材成型時,一旦溫度過高,,造成聚甲醛分解,,馬上要用聚乙烯清洗機筒。

























