


1、冷卻定型裝置
(1)作用:硬質(zhì)聚氯乙烯塑料從口模中擠出成管子,,隨即進(jìn)入定型模(冷卻套10)中進(jìn)行定型,,這里主要用冷水冷卻定型。管子經(jīng)過定型模后,,溫度顯著下降而硬化,,從而保證管子離開定型模后,不致在牽引或其它條件影響下變形,。管子離開定型模后仍繼續(xù)用冷水噴淋,,以使管子溫度逐漸下降。
(2)冷卻定型方法有兩種:即內(nèi)徑定型及外徑定型,。根據(jù)我國硬質(zhì)聚氯乙烯管的標(biāo)準(zhǔn),,規(guī)定控制外徑如下表所示。采用外徑定型是比較合理的,,故內(nèi)徑定型不作詳細(xì)介紹,。
|
硬質(zhì)聚氯乙烯管的尺寸規(guī)格(毫米)
|
|||
|
公稱直徑
|
外徑
|
重型管壁厚
|
輕型管壁厚
|
|
8
|
12.5±0.4
|
2.25±.3
|
|
|
10
|
15±0.5
|
2.5±0.4
|
|
|
15
|
20±0.7
|
2.5±0.4
|
2.0±0.3
|
|
20
|
25±1.0
|
3.0±0.4
|
2.0±0.3
|
|
25
|
32±1.0
|
4.0±0.6
|
3.0±0.45
|
|
32
|
40±1.2
|
5.0±0.7
|
3.5±0.5
|
|
40
|
51±1.7
|
6.0±0.9
|
4.0±0.6
|
|
50
|
65±2.0
|
7.0±1.0
|
4.5±0.7
|
|
65
|
76±2.3
|
8.0±1.2
|
5.0±0.7
|
|
80
|
80±3.0
|
6.0±1.0
|
|
|
100
|
114±3.2
|
7.0±1.0
|
|
|
125
|
140±3.5
|
8.0±1.2
|
|
|
150
|
166±4.0
|
8.0±1.2
|
|
|
200
|
218±5.4
|
10.0±1.4
|
|
①外徑定型:將管子外徑(壁)與定型模內(nèi)徑 (壁)接觸并吻合以求定型,,因此,,常將筒子內(nèi)部進(jìn)行加壓(圖8-15)或用外部抽真空(圖8-16)的辦法來達(dá)到,。抽真空需要真空泵設(shè)備,比較麻煩,,因此,,對(duì)加工硬質(zhì)聚氯乙烯管道來說,常采用內(nèi)部加壓法,。
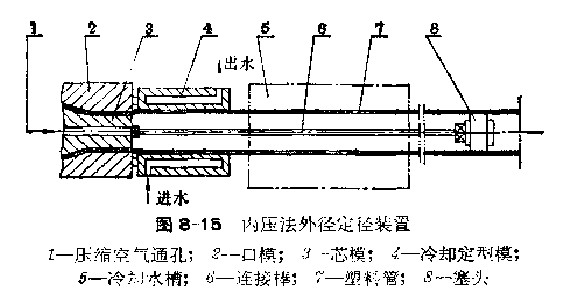
從圖8-15可以看到內(nèi)壓法外徑定型裝置,,所謂內(nèi)壓法,即在管內(nèi)通入一定壓力的壓縮空氣,,經(jīng)過分離器,、芯模而進(jìn)人管道內(nèi)(約0.1~0.5公斤/厘米²),管子的另一端需堵住,,以保持一定的空氣壓力,。
封住壓縮空氣的方法,對(duì)直徑較小的管子就用布或薄膜來包扎管口,,但每鋸一段又須重新包扎,,比較麻煩。同時(shí)在鋸切時(shí),,由于壓縮空氣漏泄,,就在硬管中產(chǎn)生收縮而引起大小頭,影響產(chǎn)品質(zhì)量,。對(duì)直徑較大的管子,,如采用手工包扎,勞動(dòng)強(qiáng)度也較大,,因此采用泡沫塑料的封口裝置,,如圖8-17所示。它是用玻璃布將泡沫料包住,,然后用螺絲并緊.,,成為一只軟塞頭塞在硬管內(nèi)(圖8-15中8),另一端則固定在芯模上,。
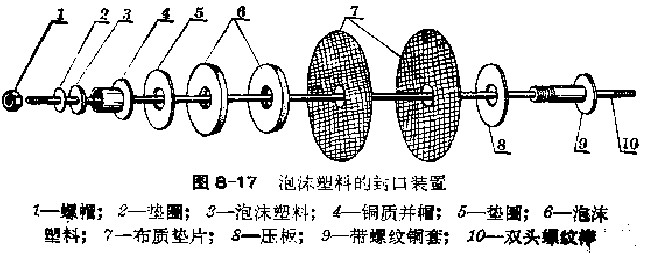
這種封口裝置在開車生產(chǎn)第一根管子時(shí),,就把它安放在管子中,它的優(yōu)點(diǎn)是可節(jié)約勞動(dòng)力,,同時(shí)在切割時(shí),,仍能保持壓縮空氣的壓力,因此,,不會(huì)發(fā)生硬管的收縮及大小頭,,可保證產(chǎn)品質(zhì)量。
一般加工硬聚氯乙烯管道時(shí),,將冷卻定型模直接與口模相連,,其孔徑與管子外徑一致,,而較口模的內(nèi)徑約大1~5毫米.,管徑大的取大值,,管徑小的取小值,。冷卻定型模的結(jié)構(gòu)形式有兩種,管徑較小的(<100毫米),,采用夾套冷卻,,管徑較大的,則常將冷卻套裝在冷卻槽巾,,用水噴淋冷卻(圖8-7),。
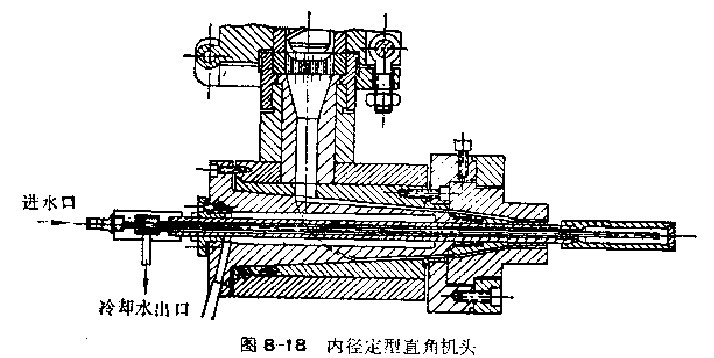
②內(nèi)徑定型:當(dāng)管子需要控制內(nèi)徑時(shí),,采用之結(jié)構(gòu)形式如圖8-18所示,。一般采用直角機(jī)頭,它的特點(diǎn)是不需要通壓縮空氣定型,,而是采取冷卻水定型內(nèi)徑,。
(3)冷卻定型模長度:如前所述,當(dāng)管子通過冷卻定型套時(shí),,一面定型,,同時(shí)冷卻到一定的溫度。冷卻定型模應(yīng)有足夠的長度,,以保證進(jìn)入冷卻槽時(shí),,管子有足夠的剛度,,不致被壓縮空氣膨脹而變形,,或因牽引而變形。但是,,冷卻定型模也不宜過長,,否則會(huì)增加管子與定型模之間的摩擦力,使?fàn)恳β试黾?,造成操作困難,。冷卻定型模的長度是根據(jù)管子尺寸、塑料性能,、工藝溫度,、牽引速度而定,加工硬質(zhì)聚氯乙烯管的冷卻定型模長度,,通常為其直徑的2~5倍,,對(duì)于直徑≤Φ90毫米的管子其長度通常≤200毫米。
2,、冷卻槽
硬質(zhì)聚氯乙烯管道經(jīng)過冷卻定型之后,,就進(jìn)入冷卻槽中繼續(xù)冷卻,,中、小型的冷卻槽結(jié)構(gòu)見圖8一19,。
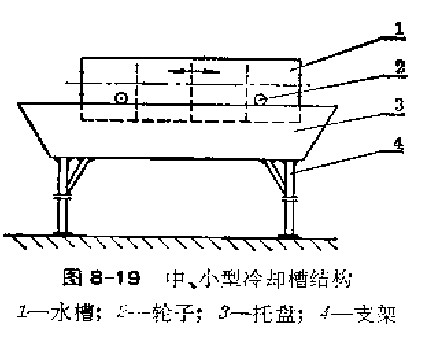
槽中隔有4~6檔,以維持溫度梯度,,硬管從冷卻槽出來的溫度,,綠好接近于室溫。冷卻水在槽中保持一定的水位,,并使水循環(huán)使用或連續(xù)換水,,以免水溫升高或局部地區(qū)升溫而影響產(chǎn)品質(zhì)量。圖中所表示的水槽與托盤支架是分開的,。水槽四邊有四只輪子,,使水槽在托盤上滾動(dòng),這樣在操作開車時(shí),,可方便地將水槽與冷卻定型套裝緊,。

圖8-20所示為大型管道(>Φ100毫米)的冷卻槽結(jié)構(gòu)。其支架(7)與冷卻箱連成一體,,并套在螺絲撐桿(b)中,,螺絲撐桿端p有四只滾輪在軌道上移動(dòng),箱體里面有六根噴水管(4)進(jìn)行噴水(參看A一A剖面圖),。管上面有許多小孔(或通過霧狀噴頭),,靠近機(jī)頭一端分布較密些,水從這些小孔噴淋在塑料管上,,一般冷卻定型模(5)也就裝在此冷卻槽中受水噴淋而冷卻定型,。這樣有利于操作,冷卻箱中心的高低是借支架的螺絲撐桿(6)來調(diào)節(jié)的,。
一般冷卻槽的長度約為管子直徑的15~25倍,,以確保塑料管的充分冷卻。
軟管或焊條的冷卻方式比較簡單,通常用傳動(dòng)帆布帶加水淋冷卻,、牽引,,帆布下面安裝一敞開水槽,收集冷卻回水,,水槽的高度可以調(diào)節(jié),。

")
取你的客戶")
球號(hào)")




,,大易有塑以小組第一晉級(jí)國字號(hào)決賽")





