


吹塑成型設備的冷卻裝置
當聚氯乙烯物料從口模擠出后,在塑性狀態(tài)下進行充氣膨脹,這時物料溫度在180°C以上,。從口模到進入牽引夾緊輥的時間,,短的只有幾十秒鐘,,長的也不過二,、三分鐘。在這段時間內,,筒狀薄膜就必須達到一定的冷卻程度,,否則熱料經牽引輥筒壓緊后容易雙層“粘著”,影響繼續(xù)加工。吹塑薄膜的粘性與配方有關,,與冷卻程度的關系也很大,,冷卻程度又與吹塑薄膜的運行速度、薄膜厚度,、擠塑溫度,、操作室溫及冷卻條件等有關。如果只靠空氣自然冷卻,,就有可能因環(huán)境條件的變化而不易控制,,如果生產車間空氣流動不定,就會造成冷卻不均勻,,影響薄膜厚度不均,。此外,隨著單機產量不斷提高,,薄膜的線速度也相應地提高,,而口模與牽引夾輥之間的距離又不可能無限制地增加,自然冷卻的時間也就有了限制,,因此,,對吹塑薄膜進行強制的、加速的冷卻就隨著提高產質量的要求,,而提出了更高的要求,。目前,冷卻的方法和
設備是多種多樣的,,有內冷,、外冷、介質循環(huán)冷卻等等,,各有其優(yōu)缺點,下面介紹幾種常用的冷卻裝置:
1,、冷卻風環(huán)
它是安裝在薄膜剛離開口模的地方,,它對膜管起冷卻定型作用。調節(jié)風環(huán)中風量的大小,,可以控制薄膜的厚度,。從鼓風機送來的壓縮空氣(風量5~10米 /分)從冷卻環(huán)外圍的三個或四個進風口進入通道,由于通道內有兩道擋板的緩沖和逐漸壓縮,,使風從出風日吹出時有比較穩(wěn)定而均勻的風壓與風量,,調整調節(jié)螺絲以調節(jié)出風口的大小,可以在不同的線速度和不同厚度的薄膜表面得到適當?shù)睦鋮s風,,使沿著膜管表面形成一堵“風墻”,,既能達到冷卻效果,又可以防止或減少外來流動空氣的干擾。冷卻環(huán)內徑可以為口模直徑的一倍至五倍,,出風口與口模平面所成的夾角應在30°C至60°C之間選擇,,一般成型聚氯乙烯塑料的夾角可以大些。還要注意冷卻環(huán)的加工精度,,如果精度達不到要求也會影響效果,,嚴重的還會起相反的作用。
冷卻風環(huán)除了能冷卻薄膜以外,,還能調節(jié)薄膜厚度及控制泡影,。當膜管的周圍出現(xiàn)有四分之一至二分之一的部位較厚或較薄時,可以移動冷卻環(huán)的中心位置和高低,,或調整三個調節(jié)螺絲來調整風量,,使較薄部位加速冷卻不再膨脹,較厚部位減少冷卻讓其繼續(xù)膨脹而變薄,,以消除厚薄不均的現(xiàn)象,。特別是采用芯棒式機頭時,芯棒尖處常常有偏薄現(xiàn)象,,而冷卻風環(huán)就可以有效地加以控制,。“冷卻環(huán)”位置輕微的移動、風量微量的調節(jié),,對薄膜的厚度,、泡影都會有相應的影響,只要掌握了它的規(guī)律,,就可以發(fā)揮其應有的作用,。
2、冷卻架
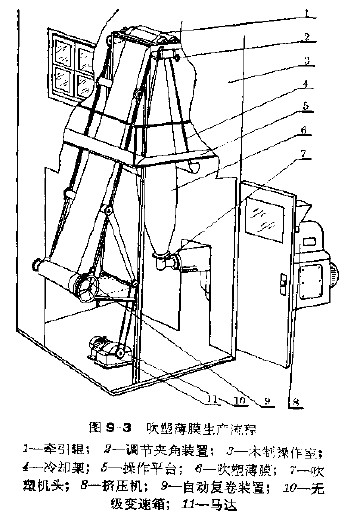
圖9-3表示了吹塑薄膜的生產流程,,木制操作室3主要的作用是穩(wěn)定薄膜泡影,,以免外來風使泡影擺動而影響正常操作。這樣雖然對冷卻程度有一定的影響,,但對均勻冷卻來說很有好處,,為了彌補冷卻程度的不足,設有冷卻架4,,它是由白鐵皮制成的人字形架,,上面有水噴淋,它的角度正好適應于吹塑薄膜上牽引的角度,,這樣有水噴淋的冷卻,,鐵皮可直接與薄膜接觸,以增加冷卻效果,。它的夾角可以隨薄膜的規(guī)格通過調節(jié)夾角裝置2來調節(jié),,以避免薄膜產生發(fā)皺及荷葉邊現(xiàn)象,。這種冷卻裝置制造方便,冷卻效果好,,適應于聚氯乙烯吹塑薄膜的冷卻,。



球號")




,,大易有塑以小組第一晉級國字號決賽")





